Rover V8 cylinder head porting advice.
Moderator: phpBB2 - Administrators
-
3xpendable
- Getting There

- Posts: 192
- Joined: Thu Feb 11, 2010 8:46 am
- Location: South Wales
Re: Rover V8 cylinder head porting advice.
I'm bumping an old thread here but hopefully what I've got to add is relevant to what went before.
I've decided to try and make the best use of the lockdown and have something constructive to show for it rather than sitting on my backside for days on end. I'd been thinking of getting some better cylinder heads for my 4.6 for a while and as I've got plenty of free time, I've been having a go at some DIY porting using some of the info on the forum. Like a few people I've been on the lookout for a copy of Des Hammill's and managed to get a digital download for Kindle from Amazon. It's not like having a hard copy but it's a good read nevertheless.
I started by getting a pair of heads to work on and I've used the later HRC2479 casting which are what I have on the car currently and supposed to be the best starting point in terms of standard heads. My plan is to do some light porting work and I'll also be fitting the larger 1.63" (41.4mm) inlet and 1.4" (35.6mm) exhaust valves together with new bulleted valve guides. The lockdown means I need to a bit more self sufficient in terms of what work I can get done outside so I will clean the heads myself so they're not filthy to work on, do what porting I can before I have the new guides fitted and the seats recut, finish off any port blending and finally get the heads skimmed. I want to leave the skimming until last because if I get it done sooner, it's bound to get damaged.
I managed to get the valves, guides and gaskets delivered but I need to make enquiries regarding the machining because I don't know if either of the places I plan on using are even open yet. I'll post up a few pictures now and I can add more later as required.
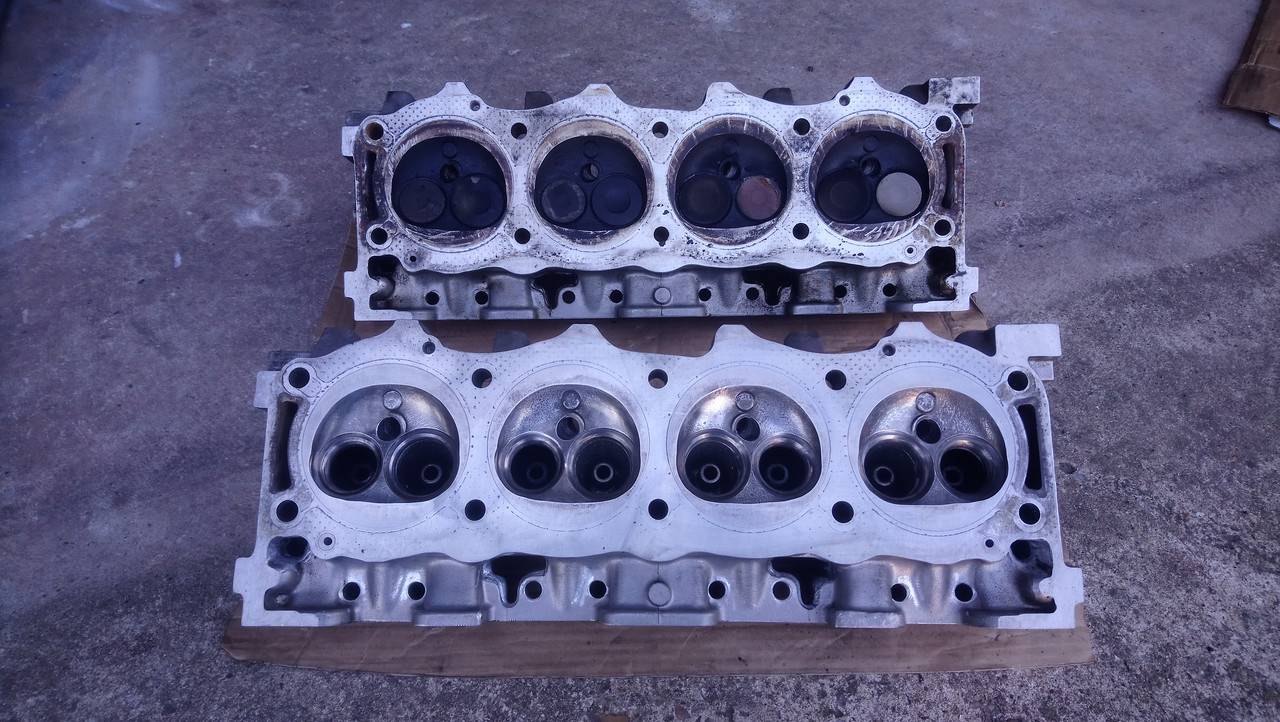
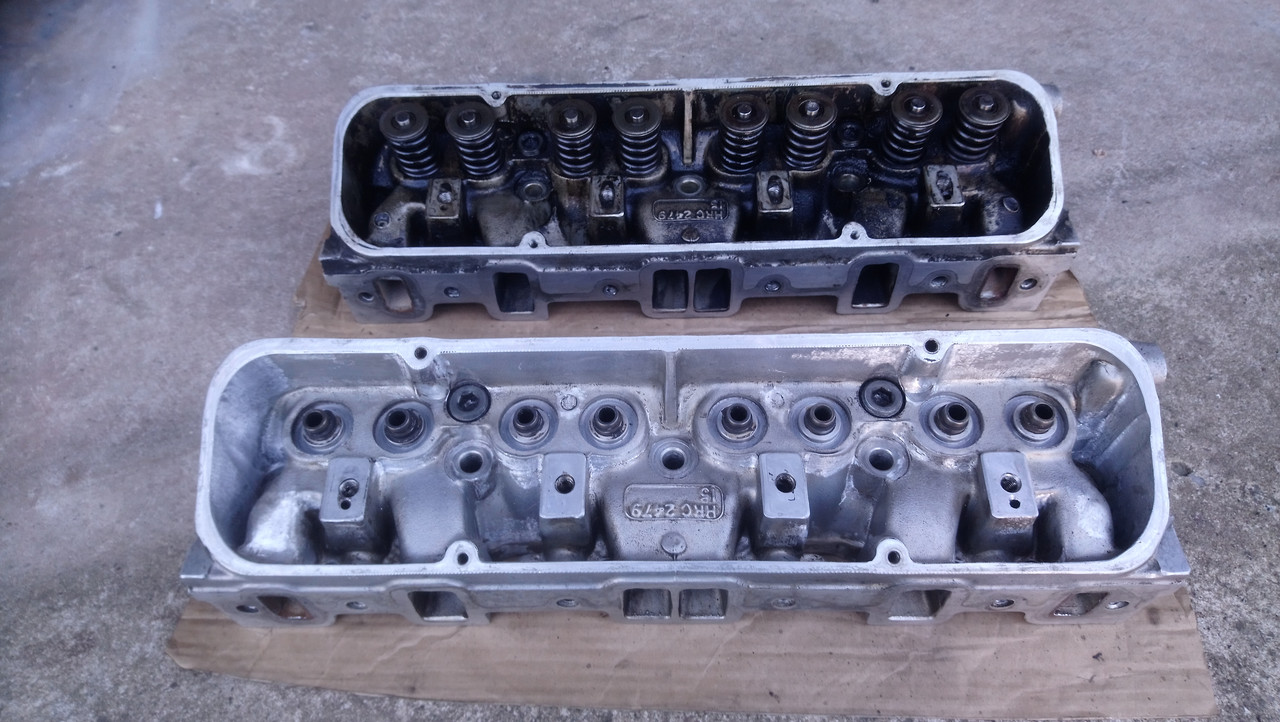
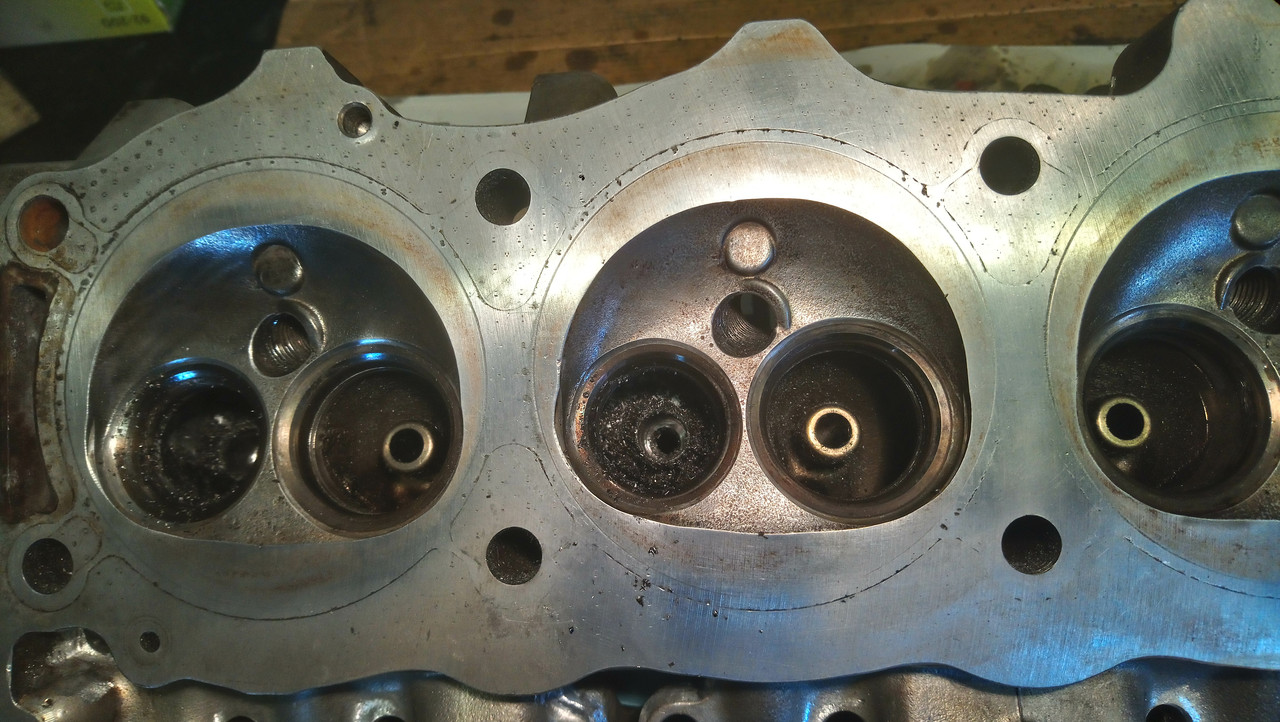
This is what I started with. The top head is as delivered and the bottom one is the other one after a clean up with fleet wash. Normally I'd get them hot tanked but that's not an option so lucky for me that I'm a bit OCD and have lots of free time.
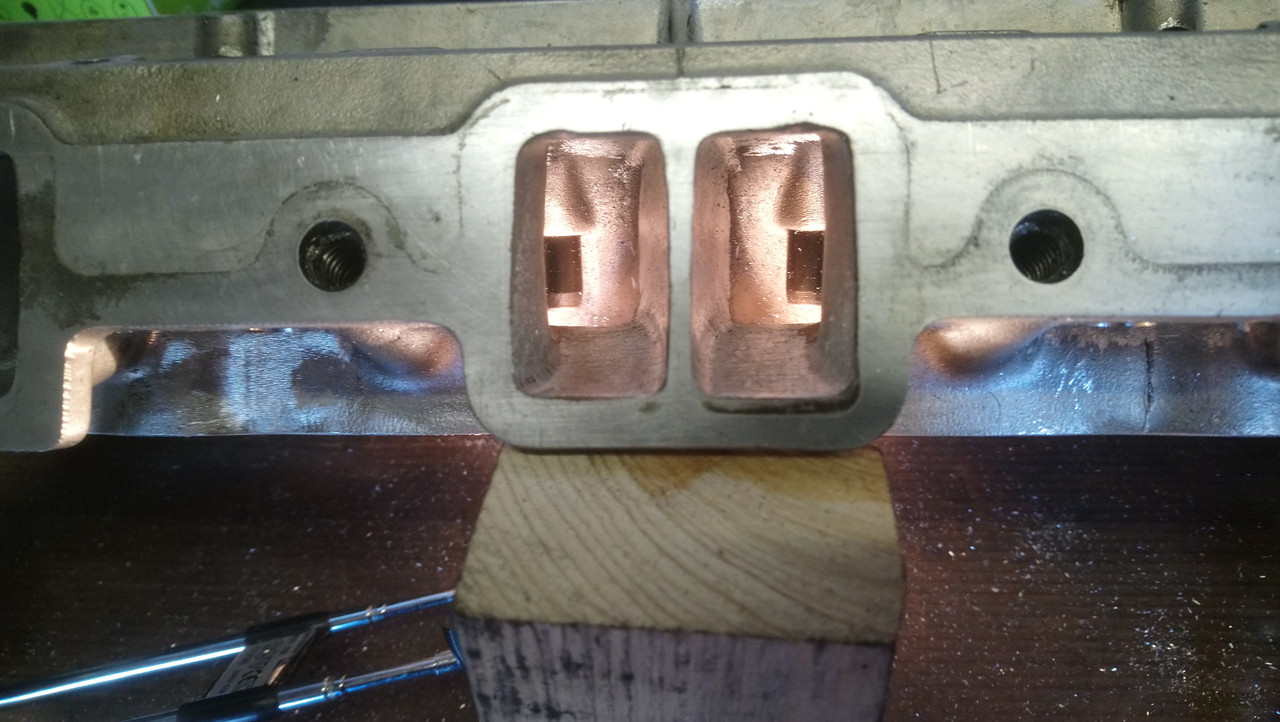
I'm using a selection of carbide burrs in either an electric die grinder or my trusty Dewalt battery drill. The drill is a bit slow which does make the burrs chatter a bit but the die grinder can be very aggressive and it's easy to slip if you're not very careful. The drill is also much slower, but as time isn't a big issue, I can live with this. I started off with the exhaust ports and gave them a light clean over to remove the line where the casting core join runs down the port. I'm probably removing less than 1mm material here to clean up the port and the opening at the gasket face is still smaller than the gasket itself.


The inlet ports were treated in a similar manner and as recommended by others, some additional material was remove inside the port adjacent to the pushrod hole where the port is at it's thinnest.
I've decided to try and make the best use of the lockdown and have something constructive to show for it rather than sitting on my backside for days on end. I'd been thinking of getting some better cylinder heads for my 4.6 for a while and as I've got plenty of free time, I've been having a go at some DIY porting using some of the info on the forum. Like a few people I've been on the lookout for a copy of Des Hammill's and managed to get a digital download for Kindle from Amazon. It's not like having a hard copy but it's a good read nevertheless.
I started by getting a pair of heads to work on and I've used the later HRC2479 casting which are what I have on the car currently and supposed to be the best starting point in terms of standard heads. My plan is to do some light porting work and I'll also be fitting the larger 1.63" (41.4mm) inlet and 1.4" (35.6mm) exhaust valves together with new bulleted valve guides. The lockdown means I need to a bit more self sufficient in terms of what work I can get done outside so I will clean the heads myself so they're not filthy to work on, do what porting I can before I have the new guides fitted and the seats recut, finish off any port blending and finally get the heads skimmed. I want to leave the skimming until last because if I get it done sooner, it's bound to get damaged.
I managed to get the valves, guides and gaskets delivered but I need to make enquiries regarding the machining because I don't know if either of the places I plan on using are even open yet. I'll post up a few pictures now and I can add more later as required.
This is what I started with. The top head is as delivered and the bottom one is the other one after a clean up with fleet wash. Normally I'd get them hot tanked but that's not an option so lucky for me that I'm a bit OCD and have lots of free time.
I'm using a selection of carbide burrs in either an electric die grinder or my trusty Dewalt battery drill. The drill is a bit slow which does make the burrs chatter a bit but the die grinder can be very aggressive and it's easy to slip if you're not very careful. The drill is also much slower, but as time isn't a big issue, I can live with this. I started off with the exhaust ports and gave them a light clean over to remove the line where the casting core join runs down the port. I'm probably removing less than 1mm material here to clean up the port and the opening at the gasket face is still smaller than the gasket itself.
The inlet ports were treated in a similar manner and as recommended by others, some additional material was remove inside the port adjacent to the pushrod hole where the port is at it's thinnest.
Last edited by richyb66 on Thu May 07, 2020 6:43 pm, edited 3 times in total.
Re: Rover V8 cylinder head porting advice.
Next up I turned to the bowl behind the valve. Obviously the valve guide protrudes in to the port and was going to get in the way so rather than get the guides knocked out, I instead drilled them out. I used a 10mm and then a 12mm drill to open the guide out, drilling down so the hole went slightly deeper than the level of the head. They actually drilled out easier than I expected and I used some CT90 cutting fluid that I got from Toolstation which seemed to help.
Once the guides are drilled out 12mm, it leaves around 1.5mm of wall which meant I could break off the remaining guide using a 6" socket extension down the port and a few swift taps with a hammer. Some of the guides remained above the port surface, but this was easily ground flush with a burr.
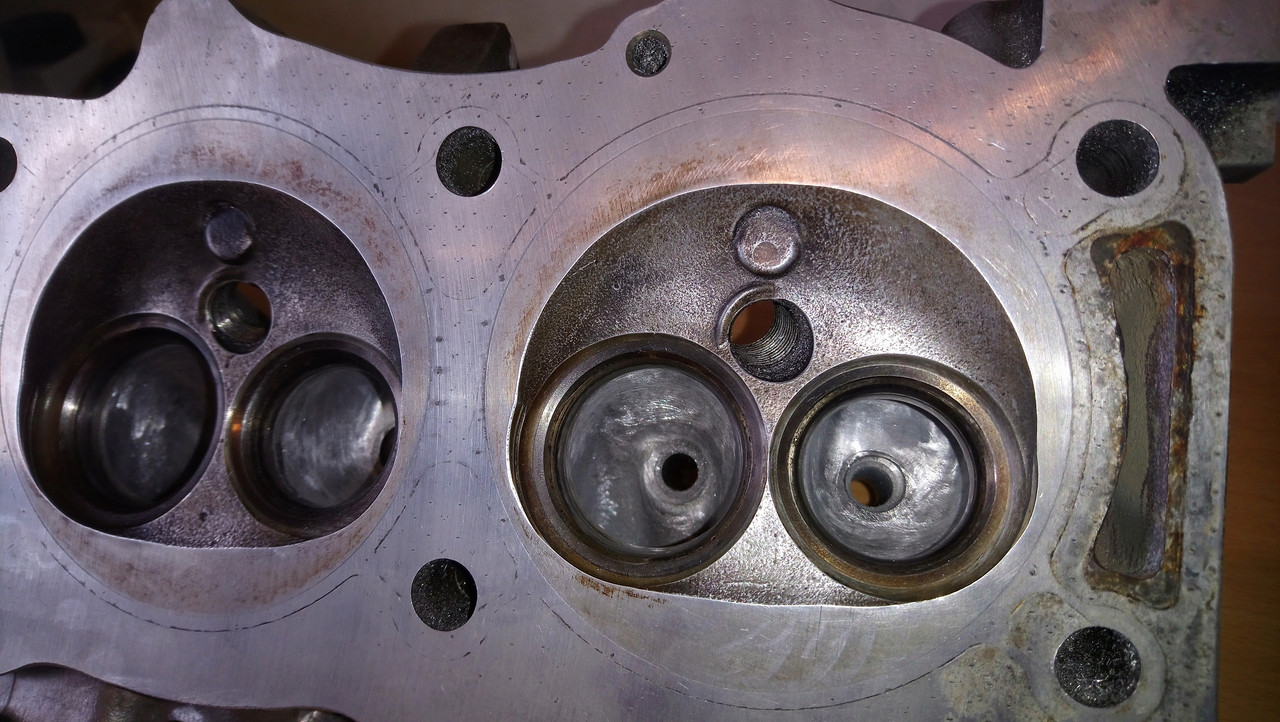
Here is one of the exhaust ports before and after. One thing I did notice is that unlike some of the heads I've seen in other posts on the forum, there's no noticeable step between the cast aluminium of the bowl and the inside diameter of the valve seat which I presume is the normal condition on the later heads.

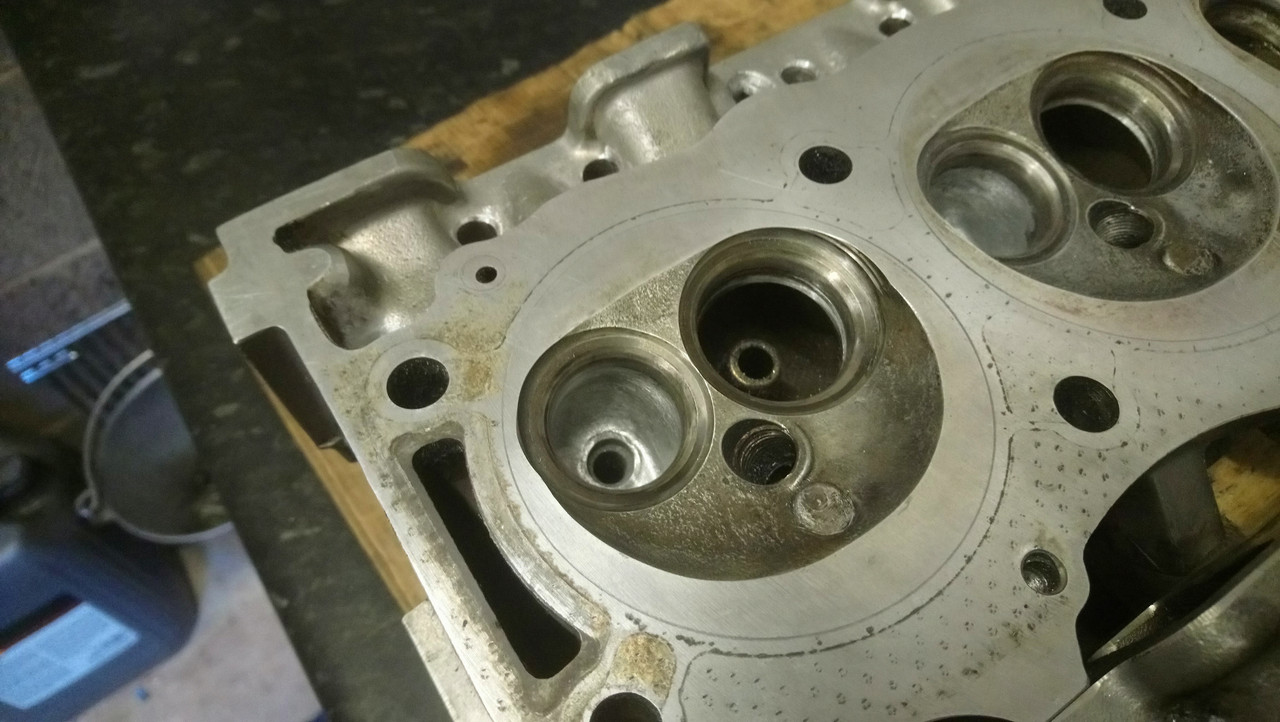
The inlet bowls were similarly cleaned and blended. The finish here is pretty much as achieved with the burrs, I still need to get the emery out for a final smooth off.
Now for a question. I'm using bigger valves 1.5mm bigger inlet and 1.2mm bigger exhaust which also have the benefit of a better shape on the back of the valve head.

The valve seats will need to be re-cut for the larger valve but the throat of the insert is still the same size and probably the smaller part of the whole port. On the inlets this is around 34.7mm and on the exhaust it's 28.3mm. Is there any reason why I shouldn't get the throat of the insert opened out to get a bit more flow otherwise the increase in valve size seems a bit pointless. I'm pretty sure I can get this done at the same time as the valve seats and then blend the bowl back in to the seat. If I was going to fit the biggest possible valves with new seats I'd be doing this, so why not do it now?
Once the guides are drilled out 12mm, it leaves around 1.5mm of wall which meant I could break off the remaining guide using a 6" socket extension down the port and a few swift taps with a hammer. Some of the guides remained above the port surface, but this was easily ground flush with a burr.
Here is one of the exhaust ports before and after. One thing I did notice is that unlike some of the heads I've seen in other posts on the forum, there's no noticeable step between the cast aluminium of the bowl and the inside diameter of the valve seat which I presume is the normal condition on the later heads.
The inlet bowls were similarly cleaned and blended. The finish here is pretty much as achieved with the burrs, I still need to get the emery out for a final smooth off.
Now for a question. I'm using bigger valves 1.5mm bigger inlet and 1.2mm bigger exhaust which also have the benefit of a better shape on the back of the valve head.
The valve seats will need to be re-cut for the larger valve but the throat of the insert is still the same size and probably the smaller part of the whole port. On the inlets this is around 34.7mm and on the exhaust it's 28.3mm. Is there any reason why I shouldn't get the throat of the insert opened out to get a bit more flow otherwise the increase in valve size seems a bit pointless. I'm pretty sure I can get this done at the same time as the valve seats and then blend the bowl back in to the seat. If I was going to fit the biggest possible valves with new seats I'd be doing this, so why not do it now?
-
kokkolanpoika
- Knows His Stuff

- Posts: 546
- Joined: Sat Nov 25, 2006 1:25 pm
- Location: Finland
- Contact:
Re: Rover V8 cylinder head porting advice.
If you are using 41.5mm inlet. Throat should be +37mm. But std valve seat will limit it to approx +36mm.
If you are replacing seats. Dont go over 43mm inlet valve, because bigger wont help. It will resist flow to mutch. New seat is way to go if you want more power. Maybe some 42-42.5mm valve and new seat and throat approx 38.5mm is way to go. 43mm valve wont help anymore because port will resist to mutch.
Smaller valve you will get better short side radius and you can grind and smooth rest of. But it will take lot of time.
If you are replacing seats. Dont go over 43mm inlet valve, because bigger wont help. It will resist flow to mutch. New seat is way to go if you want more power. Maybe some 42-42.5mm valve and new seat and throat approx 38.5mm is way to go. 43mm valve wont help anymore because port will resist to mutch.
Smaller valve you will get better short side radius and you can grind and smooth rest of. But it will take lot of time.
Timo
Re: Rover V8 cylinder head porting advice.
Thanks for the reply.
I'm definitely sticking with the standard seats so I'm not planning on going much bigger in diameter on the throats. 36mm would be 1.3mm bigger (slightly less than the increase in the inlet valve size).
Exhausts I'm thinking increase from 28.3 to maybe 29.5mm?
This is more an exercise on seeing what improvements can be make from some head work rather than chasing big numbers. Currently I'm running 246bhp / 380Nm
I'm definitely sticking with the standard seats so I'm not planning on going much bigger in diameter on the throats. 36mm would be 1.3mm bigger (slightly less than the increase in the inlet valve size).
Exhausts I'm thinking increase from 28.3 to maybe 29.5mm?
This is more an exercise on seeing what improvements can be make from some head work rather than chasing big numbers. Currently I'm running 246bhp / 380Nm

Re: Rover V8 cylinder head porting advice.
These might be interesting:




Chris.
Chris.
--
Series IIA 4.6 V8
R/R P38 4.6 V8
R/R L405 4.4 SDV8
Series IIA 4.6 V8
R/R P38 4.6 V8
R/R L405 4.4 SDV8
Re: Rover V8 cylinder head porting advice.
Yes, I actually used your images for reference thanks. I'm not expecting the finished job to be as good as a professional but from what I've read, there are some gains to be have if I concentrate on specific areas.
-
SimpleSimon

- Knows His Stuff
- Posts: 620
- Joined: Mon Apr 25, 2011 10:36 pm
- Location: East Sussex
Re: Rover V8 cylinder head porting advice.
Using the Real-Steel larger 41.5mm inlet valve I managed to increase the valve seat insert by 4mm+ just be careful when pushing things I used engineers dye to keep things in check and not break into the increased valve sizes seats future area
TVR Chimaera RV8 Mods & Megasquirt
Re: Rover V8 cylinder head porting advice.
I managed to get my heads dropped off for machining on Wednesday. The guy there said that the valve guides are difficult to remove by heating the head as this tends to cause the valve seats to fall out. To avoid this, he will machine the guides out to leave a very thin wall before drifting them out.
I am having the inlet valve throats opened out to 36mm and the exhausts to 30mm. I could maybe go a bit bigger but this will remove the majority of the material and be a safe starting point.
I am having the inlet valve throats opened out to 36mm and the exhausts to 30mm. I could maybe go a bit bigger but this will remove the majority of the material and be a safe starting point.
Last edited by richyb66 on Mon Jul 13, 2020 10:04 pm, edited 1 time in total.
Re: Rover V8 cylinder head porting advice.
I've always pressed the guides out. A 12 tonne press does the job just fine.
Chris.
Chris.
--
Series IIA 4.6 V8
R/R P38 4.6 V8
R/R L405 4.4 SDV8
Series IIA 4.6 V8
R/R P38 4.6 V8
R/R L405 4.4 SDV8
Re: Rover V8 cylinder head porting advice.
I think the engine guy is playing it safe. He could probably press the guides out cold but if they drag on the head and the hole ends up oversized, the head would be scrap. He can see that I've spent a good few hours on the porting and maybe thinks machining is the lowest risk option.
-
SimpleSimon
- Knows His Stuff
- Posts: 620
- Joined: Mon Apr 25, 2011 10:36 pm
- Location: East Sussex
Re: Rover V8 cylinder head porting advice.
Yep me too
TVR Chimaera RV8 Mods & Megasquirt
Re: Rover V8 cylinder head porting advice.
You could put the guides in the freezer for a day or so before fitting. Heads will also fit in a domestic oven.
Dave
London SW
Rover SD1 VDP EFI
MegaSquirt2 V3
EDIS8
Tech Edge 2Y
London SW
Rover SD1 VDP EFI
MegaSquirt2 V3
EDIS8
Tech Edge 2Y
-
unstable load
- Top Dog

- Posts: 1278
- Joined: Mon May 04, 2009 6:53 am
Re: Rover V8 cylinder head porting advice.
A somewhat overdue update here. I actually got the heads back from machining in October but due to other distractions, they were sat on a shelf for months before I got around to assembling them. No real issues putting everything together and here's an assembled head, looks just like a standard one. They have been skimmed but the hot tank left some water marks on the surface but it won't cause any problems.
I fitted the heads last week and while I had the engine it bits, I also fitted ARP head studs and steel rocker arms for added peace of mind.
I also fitted a new thermostat, just standard P38 because it's a fiddle to get to with the heads on and seemed like a good idea. Engine fired up fine and it does seem a bit more lively than before. My Emerald ECU is doing it's stuff with adaptive mapping but I need to get it on the rollers and set up properly to see what the actual numbers are compared to before.
